

联系我们

当前位置:
沧州 钢兴钢管
(株洲市分公司) >
株洲当地行业动态
直缝管有缝流体管出厂价
更新时间:2025-05-29 14:57:26 ip归属地:株洲,天气:晴,温度:17-28 浏览次数:8 公司名称:沧州 钢兴钢管 (株洲市分公司)
以下是:直缝管有缝流体管出厂价的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管有缝流体管出厂价的图文视频




直缝管有缝流体管出厂价,钢兴钢管
(株洲市分公司)专业从事直缝管有缝流体管出厂价,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:风化店乡后枣园工业区,以下是直缝管有缝流体管出厂价的详细页面。 湖南省,株洲市 株洲市是新中国成立后首批重点建设的八个工业城市之一,是中国老工业基地。京广铁路和沪昆铁路在此交汇,成为中国重要的“十字型”铁路枢纽。株洲是长株潭两型社会建设综合配套改革试验区的组成部分,株洲还是绿化城市、卫生城市、全国文明城市和园林城市。2020年9月2日,被交通运输部评为公交都市建设示范城市。2021年1月29日,入选湖南省人民政府公布的2020年度真抓实干成效明显的地区名单。2022年2月24日,发改委发布《发展改革委关于同意长株潭都市圈发展规划的复函发改规划的复函》,正式批复《长株潭都市圈发展规划》。2023年,被评为三线城市。
直缝管有缝流体管出厂价产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:直缝管有缝流体管出厂价的图文介绍
钢兴钢管 (株洲市分公司)坚持“以科技为依托,以市场为导向,以质量求生存,以信誉求发展”的一贯宗旨,将质量品牌作为强大实力后盾,始终为客户提供的 水泥砂浆防腐钢管产品和服务,坚持“以人为本”的发展理念,自主培养、社会吸取高等人才,使 水泥砂浆防腐钢管产品质量和技术方面处于行业带头地位。先后研发出一系列新工艺、新技术以提高产品质量和性能。



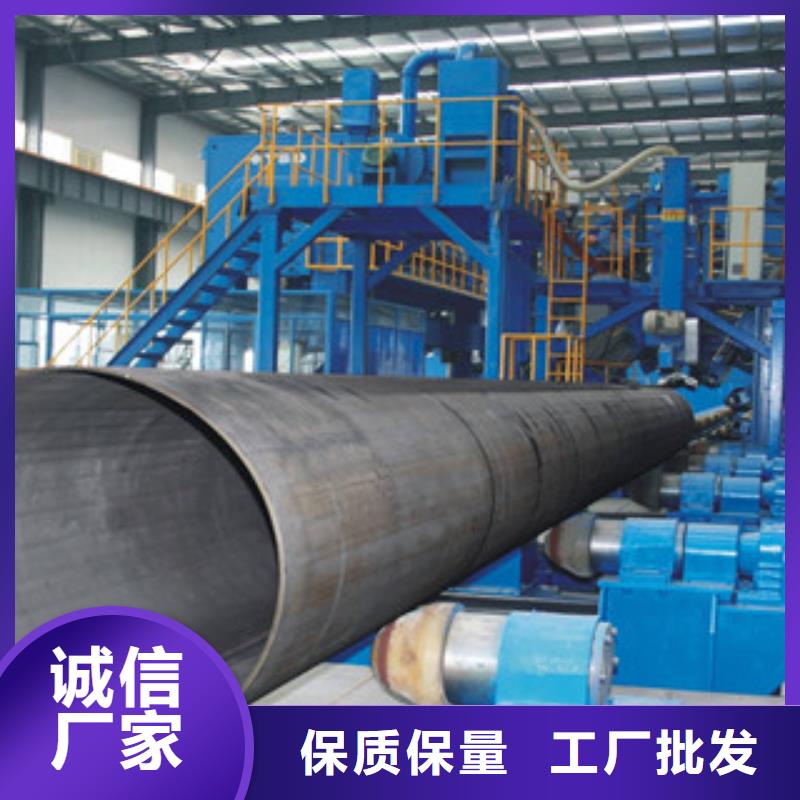
直缝焊管的成型工艺分类与成型质量控制
直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。
(1)轧辊对带钢成型中纵向的拉伸作用小,使边部拉伸处于小状态。
(2)立辊组可以用来成型各种规格的管材而不必换辊,共用性好。
(3)立辊组均为被动辊,摩擦消耗小,故成型所需功率小。



建设大直缝焊管生产线的原则应该是技术先进产品质量好、投资少、效益好、竞争力强。也就是说要采用世界上 工艺和设备,达到国际先进水平,生产出符合API标准的高质量管线用管,同时要降低投资和投资成本,提高企业的经济效益,增强竞争能九但是引进一大套直缝焊管机组,尤其是UOE机组设备费高达1亿多美元,因此降低设备费用是降低投资和投资成本的关键。这个问题可以采用大部分设备国内设计和制造,重要设备采用国外图纸,国内制造,或者采用合作设计,国内制造为主,引进少量的关键设备或零部件,实现大直缝焊管机组国内技术总成,设备国产化并在此基础上,消化创新,在以后的大直缝焊管机组建设中完全可以立足国内技术,国内设备,仅需进口个别单机这样才能使我国大直缝焊管技术赶上国际先进水平。



质量检验:根据GB/T3091-2001《低压流体输送用焊接钢管》标准的规定,钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。直缝管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。
涡流探伤按GB/T7735-2004《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行的扫查,探伤号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。



螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。
直缝管有缝流体管出厂价_钢兴钢管
(株洲市分公司),固定电话:13722727880,移动电话:0317-3061555,联系人:刘学成,QQ:133919903,风化店乡后枣园工业区 发货到 湖南省 长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、怀化市、娄底市、湘西市、永州市、郴州市 荷塘区、芦淞区、石峰区、天元区、攸县、茶陵县、炎陵县、醴陵市。